一、增压泵活柱出现的问题
在工业领域,增压泵是保障各类系统稳定运行的关键设备,广泛应用于石油化工、电力、给排水等诸多行业。它就像是工业系统的 “心脏”,源源不断地为各种工艺流程提供稳定的压力,确保生产的顺利进行。然而,增压泵在长期高强度、高负荷的运行过程中,其关键部件活柱却常常饱受折磨。
由于活柱长期与各类具有腐蚀性的介质频繁接触,其表面逐渐被侵蚀,就如同被岁月无情地刻下了一道道伤痕。与此同时,机械之间持续不断的摩擦,也让活柱不堪重负,磨损日益严重。这些问题如同隐藏在暗处的 “杀手”,悄无声息地影响着活柱的性能。随着时间的推移,活柱的表面不再光滑平整,出现了深浅不一的凹坑和划痕,导致其与泵体之间的配合精度大打折扣。原本紧密的密封性能也逐渐下降,使得介质泄漏的风险不断增加。
而一旦增压泵活柱出现故障,其所带来的影响将是且严重的。从生产效率的角度来看,活柱的损坏会直接导致增压泵的压力输出不稳定,无法满足生产工艺对压力的严格要求,进而使得整个生产流程不得不放缓甚至停滞。这不仅会降低生产效率,还可能导致大量的半成品积压,给企业带来巨大的经济损失。从能源消耗方面来说,为了维持系统的正常运行,故障的增压泵往往需要消耗更多的能量,造成能源的浪费。长期如此,还会加速其他部件的磨损,形成恶性循环,进一步缩短增压泵的整体使用寿命。
传统的修复方法在面对这些问题时,往往显得力不从心。例如,简单的补焊工艺虽然能够在一定程度上修复活柱的表面损伤,但补焊后的部位容易出现硬度不均匀、气孔等缺陷,导致活柱的整体性能下降,而且补焊过程中产生的高温还可能会引起活柱的变形,影响其与其他部件的配合精度。电镀工艺虽然可以在活柱表面形成一层保护膜,但随着时间的推移和使用强度的增加,这层保护膜容易脱落,无法从根本上解决活柱的腐蚀和磨损问题。在这样的背景下,激光熔覆修复加工技术应运而生,为增压泵活柱的修复带来了新的希望。
二、探秘激光熔覆修复加工原理
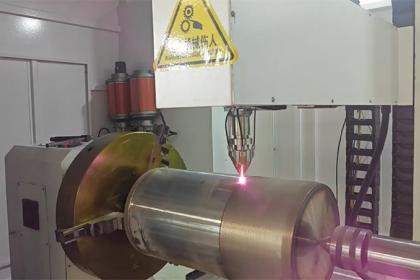
在激光熔覆修复过程中,高能激光束充当了关键角色。当激光束照射到增压泵活柱的受损部位时,就如同聚焦的阳光能够点燃纸张一样,瞬间释放出的能量 ,让原本固态的沉积材料迅速熔化。这些熔化后的材料,就像液体一样,能够填充到活柱表面的凹坑、划痕等受损区域。随着激光束的移动和能量的持续输入,熔化的材料与活柱的基体金属紧密接触,在高温的作用下,二者发生冶金结合。这种结合并非简单的物理堆砌,而是原子层面的相互融合,使得熔覆层与活柱基体之间形成了牢固的连接,就如同树根深深扎根于土壤中一样稳定。
当激光束停止照射后,熔覆层迅速冷却凝固,在活柱表面形成一层致密且性能优异的新涂层。这层涂层就像是给活柱穿上了一层坚固的 “铠甲”,不仅能够填补受损部位,恢复活柱的原有尺寸和形状,还能赋予活柱更好的性能。比如,通过选择合适的沉积材料,这层熔覆层可以具备出色的耐磨性,有效抵抗机械摩擦对活柱表面的损伤;同时,它还能具有良好的耐腐蚀性,防止各类腐蚀性介质对活柱的侵蚀,从而大大延长活柱的使用寿命。
从微观角度来看,激光熔覆过程中,激光束的能量高度集中,使得熔池内的温度梯度非常大。这种高温差环境促使熔覆层在凝固过程中形成了致密的晶体结构,这些微小的晶体紧密排列,大大提高了熔覆层的强度和硬度。而且,由于激光熔覆是在局部区域进行的快速加热和冷却,对活柱基体的热影响范围较小,能够程度地保持活柱基体材料的原有性能,避免了传统修复方法中因大面积受热而导致的材料变形、性能下降等问题。
三、激光熔覆修复加工流程
(一)预处理:打好修复基础
预处理是激光熔覆修复增压泵活柱的首要环节,也是至关重要的一步,如同建造高楼时扎实的地基,为后续的修复工作奠定了坚实的基础。在这一阶段,工作人员首先要对活柱表面进行而细致的清洁工作,去除其表面附着的油污、锈迹等杂质。这些杂质就像是隐藏在活柱表面的 “顽疾”,如果不彻底清除,将会严重影响熔覆层与活柱基体之间的结合强度,导致修复后的活柱在使用过程中出现熔覆层脱落等问题。工作人员通常会采用化学清洗、机械打磨等多种方法相结合,确保活柱表面的每一个角落都能被清理干净,达到修复所需的清洁标准。
完成表面清洁后,还需要对活柱工件进行的检测,包括对其原有电镀层破损情况的详细查看,以及对各方向上变形情况的测量,这一步骤采用目视及百分表检测的方式 ,能够地发现活柱存在的潜在问题。若检测发现活柱原始变形量(跳度)大于 0.2mm ,就必须进行校正处理,这就好比给弯曲的树木进行扶正,使其恢复到正常的形态。校正过程一般会借助四柱压力机配合激光笔来完成,通过的操作,将活柱的变形量控制在允许的范围内。此外,还需要去除活柱表面熔覆区域原有的电镀层,这一过程采用车床进行,并且要根据具体的变形量进行车削加工,确保活柱的圆跳度小于 0.05mm ,从而保证熔覆区域的表面平整度符合要求,为后续的激光熔覆做好充分准备。
(二)熔覆关键环节:重生时刻
当活柱完成预处理后,便迎来了激光熔覆修复的核心环节 —— 熔覆过程,这也是活柱重获新生的关键时刻。在这个阶段,先进的激光设备成为了修复工作的 “主角”。工作人员会将经过预处理的活柱小心地装夹到专用的旋转设备上,同时通过三轴运动设备及旋转设备共同对熔覆的各项关键参数进行设置,其中包括扫描速度、搭接量等。这些参数的设置就像是为一场精密的手术制定详细的方案,直接关系到熔覆层的质量和修复效果。
扫描速度决定了激光束在活柱表面移动的快慢,它对熔覆层的厚度均匀性和结合强度有着重要影响。如果扫描速度过快,熔覆材料可能无法充分熔化和与基体结合,导致熔覆层出现孔洞、裂纹等缺陷;而扫描速度过慢,则会使活柱表面受热时间过长,增加热变形的风险,同时也会降低修复效率。搭接量则是指相邻两条熔覆轨迹之间的重叠部分,合适的搭接量